




Сварка нержавейки аргоном: соединение тонкого металла, труб
Опубликовано: 24.10.2017Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейкапринадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока); большая усадка порождает образование трещин (необходим правильный зазор между заготовками); потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
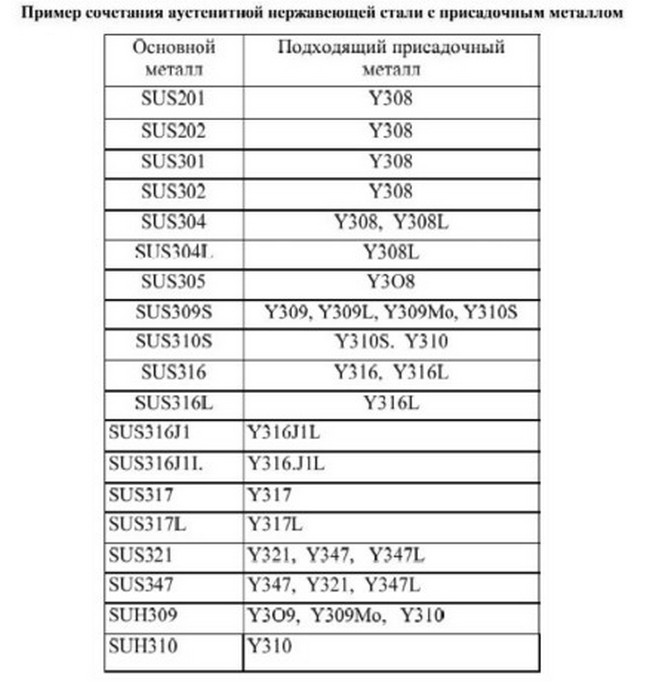
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды , при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.

При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Сварка нержавейки своими руками
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
Свойства нержавеющей стали Состав нержавеющей стали Разновидности нержавейки Виды аустенитной нержавейки Свариваемость нержавейки Особенности сварки нержавейки Ручная сварка нержавейки покрытыми электродами Сварка вольфрамовыми электродами в среде аргона Механические методы обработки нержавейки Профилактика дефектов после сварки
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, - начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Особенности сварки нержавейки 12Х18Н10Т.
Сварка стали – основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе отличались невысокой надежностью и нестабильным качеством. Это зачастую приводило к авариям из-за разрушения детали в месте шва.
Открытие электродугового нагрева и высокотемпературного газо-кислородного горения наряду с возросшими требованиями к

С появлением легированной стали процессы сварки усложнились в связи с необходимостью предотвращения карбидации легирующих элементов, в основном – хрома. Появились методы сварки в инертных средах или под флюсом, а также технологии долегирования сварного шва.
Рассмотрим особенности сварки аустенитных сталей на примете наиболее распространенной нержавеющей стали 12Х18Н10Т.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800?С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия - хрупкие разрушения конструкции в процессе эксплуатации.
Сварка нержавеющей стали
Согласно принятой классификации, нержавеющие стали относятся к высоколегированным коррозионностойким сталям. Основным легирующим элементом в них является хром (Cr), содержание которого составляет от 12 до 20%. Кроме этого, нержавеющие стали содержат элементы, необходимые для придания им определенных физико-механических свойств и увеличения коррозионной стойкости: никель (Ni), молибден (Mo), марганец (Mn), титан (Ti) и другие.
Благодаря своим антикоррозионным и прочностным качествам, нержавеющие стали широко используются в промышленности и быту. Изделия, изготовленные из нержавейки, можно встретить везде, - начиная от цехов-гигантов химического производства и заканчивая кухней в каждой квартире.
Свариваемость нержавейки
На свариваемость нержавеющих сталей влияет ряд свойств, которыми они обладают: Пониженная в 1,5-2 раза по сравнению с низкоуглеродистыми сталями теплопроводность, вызывающая концентрацию теплоты и увеличение проплавления металла в зоне сварки. Это свойство диктует необходимость уменьшения при сварке нержавейки силы тока на 15-20% в сравнении с током для обычных сталей. Большой коэффициент линейного расширения и обусловленная этим значительная литейная усадка увеличивают деформацию металла в процессе и после сварки. При отсутствии достаточного зазора между свариваемыми деталями, обладающими значительными толщинами, это может приводить даже к трещинам. Высокое электрическое сопротивление приводит к сильному нагреву электрода из высоколегированной стали. Для снижения отрицательного эффекта, электроды с хромоникелевыми стержнями выпускаются длиной не более 350 мм. Очень важным качеством является склонность высокохромистых сталей к утрате своих антикоррозийных свойств при неправильном термическом режиме. Явление это называется межкристаллитной коррозией. Физико-химическая природа его состоит в том, что при нагревании выше 500°С, по границам зерен происходит образование карбидов хрома и железа, которые становятся центрами коррозионного растрескивания и коррозии. С этим явлением борются разными методами, одним из которых является быстрое охлаждение места сварки (любым способом, вплоть до поливания водой), чтобы уменьшить степень потери коррозионной стойкости. Способ охлаждения водой подходит только для определенных сталей - хромоникелевых аустенитного класса.Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочныетехнологииможноиспользовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей , то сварка нержавейки аргоном – оптимальное решение данной проблемы.

Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток. Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями. При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном ( TIG ) подойдет стандартный набор с инвертором, осциллятороми баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
Cварка аргоном
Аргоновая сварка нержавейки, ее особенности и применение.

Сварка стали: немного из истории
Сварка стали является главным технологическим процессом любого производства металлических изделий. С VII века до нашей эры, когда был придуман этот способ образования неразъемных соединений, и до XIX столетия использовался классический метод кузнечной сварки металлов.
Затем, с открытием возможностей электродугового нагрева и высокотемпературного газокислородного горения, была совершена настоящая революция в сфере сварки, и в итоге появилась популярная и поныне технология бескузнечной сварки.
Когда начала активно использоваться легированная сталь, очень усложнились и процессы сварки, поскольку появилась потребность в предотвращении карбидизации легирующих элементов, и прежде всего, – хрома. Так появились методы сварки в инертных средах, среди которых очень надежная сварка аргоном металлов .
Самым же распространенным металлом, востребованным в самых разных сферах, в последние десятилетия является нержавеющая сталь.
Сварка аргоном: видео уроки для начинающих, технология
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.

Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Сварка аргоном труб из легированных и трудносплавляемых металлов
Автоматическая аргонная сварка труб из легированных металлов применяется еще с 1960-х годов, но сегодня значительное место занимает аргонодуговая сварка. Если сварка аргоном нержавейки выполняется с помощью вольфрамового электрода, то понадобиться защита из инертного газа (Tig-сварка). Процесс в основном происходит от сварочного выпрямителя. При этом процесс также может выполняться в режиме импульсной дуги, чтобы обеспечить точный контроль подвода тепла. При записи замедленного видео заметно, что импульсный способ создает четкий шов из точечных касаний с последующим перекрытием. Это дает особое преимущество: сварка аргоном возможна при разном пространственном расположении свариваемых деталей.

Сварка труб сложный, но интересный процесс
При Tig-сварке труб используют защитные газы гелий, аргон или их смеси. Для ручной сварки в основном рекомендуется использовать чистый аргон, а для автоматической чаще всего берут очищенный гелий для увеличения скорости процесса. Аргонодуговая сварка может использоваться с комбинацией газов из аргона и гелия. В то же время, аргонная сварка с такой смесью, как аргон с водородом, не применяется с нержавеющими сталями.
Технология производства работ для трубопроводных систем
Сварка аргоном труб начинается с фиксации свариваемых деталей с помощью механических приспособлений, которые обеспечат жесткое крепление. Для этого берут прижимные устройства, различного вида кондукторы и тиски. Свариваемые детали сжимают так, чтобы между ними оставался минимальный зазор. Трубы толщиной меньше 4 мм должны сжиматься с усилием 1,2 кН, а при любой большей толщине – не меньше 0,3 кН. Аргонодуговая сварка производится только при жестком креплении труб. Если произвести замедленную съемку на видео, то заметно, что малейшие движение трубы деформирует структуру шва.
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа - аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
пищевой; авиационно-космической; теплоэнергетической; в химической; нефтеперерабатывающей; автомобилестроительной и других отраслях промышленности.Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод : Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
получаются сварные швы высокого качества; возможен отличный визуальный контроль сварочной ванны и дуги; за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла; ТИГ сварку можно выполнять во всех пространственных положениях; в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод : Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Обучение сварке аргоном
Конечно же, чтобы провести высококачественную сварку любого металла, необходимо обладать определенными знаниями, навыками и опытом. Но ведь нужно с чего-то начинать? И в этой статье мы поможем вам овладеть начальными знаниями по аргонной сварке и разъясним особенности сварки того или иного металла и конструкции.
Содержание:
Особенности аргонной сварки Аргонная сварка алюминия Обучение сварке аргоном нержавейки Особенности аргонной сварки трубОсобенности аргонной сварки
Прежде, чем говорить о технике и правилах сварки с помощью аргона, давайте разберемся, что вам для этого потребуется.

Итак, для осуществления сварки аргоном подготовьте:
баллон с необходимым газом (в нашем случае с аргоном); пластина из угля; обеспечьте 3-хфазное питание; обзаведитесь дополнительным источником тока.Теперь можно начать обучение сварке аргоном. В этом процессе существует несколько особенностей, которые мы рассмотрим попунктно.
Для начала подводим инертный газ к сварочной горелке (СГ). Затем разбираемся с фазами: первая должна быть подведена к СГ, а вторая – к свариваемой поверхности. СГ обеспечивается электродом из вольфрама, который затачивают под конусовидную форму малого диаметра (его длина должна равняться 2-3 диаметрам проволоки для сварки).
Поджиг дуги осуществляют на поверхности пластинки из угля, т.к. зажигание на свариваемой поверхности чревато повреждением электрода Далее, чтобы добиться возбуждения аргона, нужно применить вспомогательный источник высокого вольтажа. При аргонной сварке важно отслеживать, чтобы в сварочной цепи не зародился источник значительного по своим показателям постоянного тока (в норме соотношение постоянного тока к переменному – 1 : 1).Это азы аргонной сварки. Рассмотрим особенности сварки на примере алюминия и нержавеющего металла.
www.avtoblog-78.ru © 2013-2016. Методика строительства