




Сварка нержавейки электродом: как выполнить качественный шов в домашних условиях?
Опубликовано: 23.10.2017 
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является – сварка нержавейки электродом .
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.

Cварка нержавейки: чем и как лучше варить нержавейку в домашних условиях
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.

Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали , но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона). Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала. Достаточно высокий коэффициент линейного расширенияПо этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?

Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Как варить нержавейку электродом: особенности
Такой вид стали относится к высоколегированным. Они устойчивы к коррозии. В их составе есть хром. Также добавляют никель, марганец, титан в зависимости от того, какие свойства нужно придать металлу. Работать с нержавеющей сталью — это достаточно трудоемкое занятие. Задача сварки — сделать соединение со швом аналогичным и максимально приближенным к свариваемому металлу. Ответы о том, как варить нержавейку электродом, есть ниже.
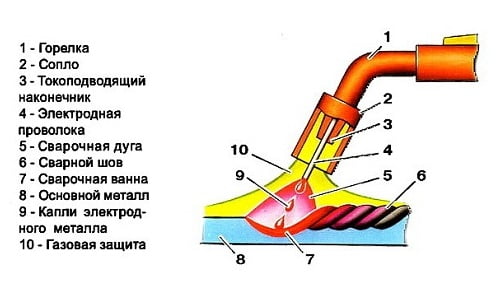
Схема сварки нержавейки.
Виды сварочных работ:
с помощью покрытых электродов (инвертора); в среде аргона электродом и вольфрамом; с проволокой в полуавтоматическом режиме.Можно выделить точечную, роликовую, холодную, импульсно дуговую, плазменную сварку.
Оборудование и материалы:
инвертор, установка для аргонной сварки; электроды соответствующего вида, проволока (для аргонной); предметы защиты и безопасности: перчатки (не из резины, а из толстой ткани), очки, специальная маска для сварочных работ, грубая роба или куртка.Когда-то использовали тяжеленные трансформаторы, сейчас инвертор. Это небольшой увесистый ящичек с ручкой, кабелями, клеммами и наконечниками. Электрика, используемая таким устройством, направляется исключительно на создание дуги, ею и варится металл. Инвертор питается от сети.

Классификация основных видов сварки.
Когда-то после включения в сеть старого сварочного трансформатора мог пропасть свет в окружающих домах вследствие резкого скачка энергии. Современные инверторы накапливают энергию с помощью конденсаторов, которые плавно разогревают дугу и обеспечивают бесперебойное питание от сети без каких-либо спецэффектов. Чем больше электрод в разрезе, тем больше ему нужна энергия.
Для каждого вида есть минимальные и максимальные значения тока. Если превысить первые, то шов получится очень слабым или вовсе не получится. Если — вторые, то шов получится, но электрод очень быстро сгорит.
Есть три вида такой стали: аустенитная, ферритная, мартенситная. Берясь за работу с металлом, необходимо зачистить его края до гладкости стальной щеткой. Область материала в местах сварки нужно зачистить растворителем, ацетоном от жировых пятен, вызывающих возникновение пор.
Сварка нержавеющей стали – выбираем оптимальную технологию + Видео
Сварка нержавеющей стали должна производиться с учетом ее физических свойств и химического состава. В противном случае процесс не принесет ожидаемого результата.
1 Особенности нержавеющей стали, затрудняющие ее сварку
В соответствии с современной классификацией, нержавеющая сталь, отличающаяся повышенной стойкостью к коррозии, причисляется к группе высоколегированных сталей . Содержание в нержавейке хрома – главного легирующего компонента – варьируется в пределах 12–30 процентов. Также в состав такой стали зачастую вводят специальные добавки с целью повышения ее антикоррозионных и сугубо механических параметров.
К таковым относят, в частности, титан, марганец, никель, молибден. Кроме того, сейчас осуществляется закалка сталис высоким содержанием хрома, повышающая многие ее физические характеристики. Прежде чем разобраться с тем, какие способы сварки нержавеющей стали применяются в настоящее время, имеет смысл ознакомиться с некоторыми ее характеристиками, влияющими на свариваемость подобных изделий. К таким причисляют:

Рекомендуем ознакомиться
Относительно высокий показатель коэффициента расширения (линейного), обуславливающего существенную литейную усадку металла. Из-за этого при сварке отмечается повышенная деформация стали, которая может наблюдаться и после проведения сварочных работ. В тех случаях, когда между соединяемыми конструкциями значительной толщины не оставляют зазора, высока вероятность образования крупных трещин. Меньшую в 1,5–2 раза теплопроводность нержавейки (если сравнивать ее с низкоуглеродистым металлом). Становится причиной увеличения теплоты, что ведет к проплавлению свариваемых поверхностей в месте их соединения. В связи с этим технология сварки нержавеющей стали предполагает снижение на 15–20 процентов силы тока по сравнению с его величиной, необходимой для сварки обычных сталей.
Электроды по нержавейке, для сварки нержавеющих сталей: маркировки, марки, какими варить

Электроды по нержавейке — в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью , которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии — опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Переменным или постоянным током
Сваривание переменным и постоянным токомобладает своими особенными характеристиками.
Основные преимущества постоянного напряжения : экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь .
Главные достоинства переменного тока : легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут .

Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
Ручное сваривание покрытыми электродами. Сварка вольфрамовым электродом в среде защитных газов.В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменногоили постоянноготока.
Сварка нержавейки
26.07.2016

В состав сплава входит до 20% хрома, который является легирующим элементом.
Хром вместе с остальными элементами (никель, титан, марганец и молибден) делают нержавейку стойкой к коррозии. Особый состав нержавеющей стали требует специальных технологий её обработки.
Сварка нержавеющей стали
Сварщик работы должен учитывать следующие особенности сварки нержавеющей стали :
Коэффициент теплопроводности нержавейки в два раза ниже, чем у других сплавов. Температура в зоне сварки достигает высоких показателей. В связи с этим повышается риск проварить металл. Повышенный риск деформации свариваемых элементов. Если не предусмотреть зазор при сварке деталей значительной толщины, могут появиться крупные трещины. Возникновение межкристаллитной коррозии в результате нагрева металла более 5000С. Только выбрав подходящий режим сварки, возможно избежать возникновения этой проблемы. Высокое электрическое сопротивление. Поэтому электроды, которые подвергаются сильному нагреву, должны быть длиной около 35 см.Сварка элементов из нержавеющей стали может производиться с использованием нескольких технологий. Наиболее распространенными из них являются:
сварка нержавейки аргоном; сварка нержавейки инвертором; сварка нержавейки полуавтоматом. 
Какую бы технологию сварщик не выбрал, в процессе проведения работ необходимо учитывать особенности технологического процесса:
тщательная обработка краёв свариваемых деталей; необходимость оставления зазора между элементами для предотвращения трещин в процессе сварки; обезжиривание краёв металла; степень легирования присадочной проволоки должна быть выше аналогичного показателя нержавеющей стали; электрод нужно двигать ровно, без колебаний и рывков, иначе происходит нарушение защиты сварочной зоны. В результате чего образуется оксидная плёнка на сварочном шве.Сварка тонкого металла электродом
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.

Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины . Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Видео:
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Видео:
www.avtoblog-78.ru © 2013-2016. Методика строительства